How to Paint Bag Hardware
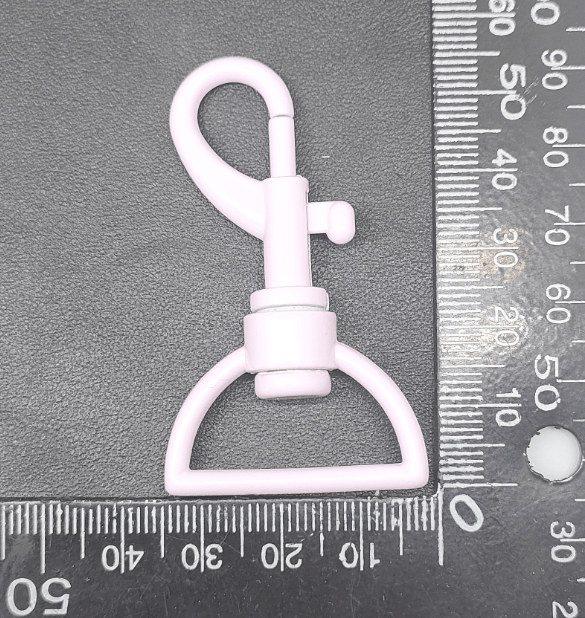
Bag hardware is a specialized category of metal fittings designed exclusively for various types of bags. Some serve functional purposes, while others provide decorative elements. Today, many bag hardware components combine both attributes, becoming essential design tools that elevate a bag’s overall texture and aesthetic appeal. Consequently, the process of painting bag hardware demands meticulous attention. Below, OYC Bag Manufacturing Factory provides a detailed guide on How to Paint Bag Hardware:
Base Materials
The base materials for baking-painted hardware include:
- Cold-rolled steel stamped parts or sheets
- Galvanized steel stamped parts or sheets
- Magnesium alloy stamped parts or sheets
- Aluminum alloy stamped parts or sheets
- Brass

However, the baking-painting process remains largely consistent across these materials.
Hardware Painting Process
Pre-treatment → Drying → Primer Application → Baking → Topcoat Application → Baking → Inspection → Packaging
Surface Pre-treatment
Process
Purpose and Importance of Pre-treatment
– Pre-treatment aims to achieve optimal coating performance. During manufacturing, handling, and storage, stamped parts accumulate oils, oxides, rust scales, dust, corrosion, and other contaminants on their surfaces. Failure to remove these directly compromises coating properties and appearance, making pre-treatment critically important in the coating process.

Significance of Pre-treatment
Pre-treatment, along with coating application and drying, forms the three core processes of coating technology. Pre-treatment serves as the foundational step, significantly influencing overall coating quality, service life, and appearance.
Post-processes like degreasing, rust removal, and phosphating ensure workpiece surfaces are clean, uniform, and free of grease.
Degreasing
Primarily removes mineral oils, lubricants, and animal/vegetable fats. Grease transferred by hand during handling severely reduces adhesion for most coatings, impedes drying, and diminishes coating hardness and gloss. Oil contamination is removed using alkaline solutions, typically mixtures of NaOH, NaHCO₃, etc. Commercially available degreasing powders can be purchased and dissolved in water; the saponification effect of soap;

Water Rins
Rinse with clean water to prevent contamination from previous process solutions. Water must be flowing (running).
Rust Removal
Yellow rust promotes the spread of corrosion products beneath the coating, compromising its barrier and moisture-proof properties. Under high-temperature, high-humidity conditions, it can cause premature damage to both the coating and the metal substrate. Loose yellow rust exhibits poor adhesion and may peel off along with the coating. Numerous rust removal methods exist, including alkaline solutions, acid solutions, mechanical methods, and electrolysis. The alkaline solution method is most common. Chemical solutions are used to remove scale and rust from the workpiece surface, typically employing sulfuric acid, though oxalic acid is also used. Ultrasonic cleaning may be employed as an adjunct.

Surface Adjustment (Neutralization)
Abbreviation for surface adjustment: Using acid (or alkali) solutions to remove excess alkali (or acid) from the surface after rust removal, adjusting the pH to near neutrality (pH=7). Function: Accelerates phosphating speed, refines phosphating crystals, and increases crystallization points.
Phosphating
Phosphating is the central step in pre-painting treatment. It involves treating metal workpieces with phosphoric acid solutions of manganese, zinc, cadmium orthophosphate solutions to form an insoluble phosphate protective layer on the metal surface. This phosphating film exhibits a dense structure with microscopic pores, increasing the surface area of the workpiece. This enhances the contact area for coating adhesion, facilitating beneficial interpenetration between the phosphating film and the coating, significantly improving the adhesion of organic coatings to the substrate. The phosphating film acts as a stable, non-conductive barrier layer, transforming the metal surface from an excellent conductor to a poor conductor. This inhibits microcell formation and effectively prevents coating corrosion. Phosphating methods are commonly classified by processing temperature: high-temperature phosphating (70–90°C), medium-temperature phosphating (50–70°C), and room-temperature phosphating (20–30°C). The phosphating film is typically black.
Drying
The above pretreatment processes are primarily conducted in water tanks, with each step having specified time requirements. Drying removes moisture to prepare for painting.
Pre-Hanging Inspection
Conduct visual inspection of unpainted parts before assembly. A significant portion consists of previously painted defective items requiring assessment for direct repainting or paint stripping. Stripping methods include solvent immersion cleaning or specialized paint removers.
Sanding (Non-mandatory process)
Removes granular surface impurities and creates texture to enhance paint adhesion.
Hang the product onto the hanger, which is electrically conductive and moves along the assembly line. The hanger must be an electrically conductive material and grounded (for electrostatic coating).
Hanging Products onto Hangers
Products are hooked onto hangers, which are electrically conductive and move along the assembly line. Hangers must be conductive and grounded (for electrostatic coating). They are typically customized based on product characteristics, produced in large quantities, and circulated throughout the entire assembly line.
Dust Removal
Removes surface dust, lint, etc.
Methods:
- Compressed air
- Electrostatic dust removal guns
- Flame combustion
- Manual spraying: Pre-spraying areas with lower potential (e.g., shaded sections, recesses) before automated spraying. This remains essential when automated equipment is unavailable. However, it is inefficient, has limited capacity, involves multiple unstable factors, yields high defect rates, and produces uneven paint film thickness. Manual spraying equipment primarily includes air compressors, air delivery pipes, air-oil-water separators, spray guns, paint containers, and spray booths. Spray gun types include: 1. Gravity-fed; 2. Suction-fed; 3. Pressure-fed.
Disk Spraying
Disk automatic spraying falls under electrostatic spraying. It utilizes the high voltage difference between the spraying device and the grounded workpiece to generate electrostatic force. The disk spins at a fixed speed, using centrifugal force to propel the coating. The electrostatic atomization of the coating deposits it onto the workpiece. The disk moves vertically to cover the entire workpiece area. Disk spraying equipment is essentially a rotary-disk electrostatic spray system, also termed centrifugal electrostatic atomization equipment. The disk rotates at 5,000–60,000 r/min under 70–120 kV operating voltage, driven by an air motor. Electrostatic coatings used must have resistivity controlled within specified limits.
Touch-up Inspection
Inspect disk-sprayed areas for defects (e.g., insufficient coating, thin film) and perform touch-ups. This inspection allows timely detection and adjustment of disk-sprayed defects, ensuring coverage of undersprayed areas.
Preheating Oven
Bake at a lower temperature (e.g., 80–150°C) to partially evaporate solvents and level the wet paint film.
Main Oven Baking
Forced baking at a higher temperature (e.g., 180–185°C) to cure the paint. The faster the production line speed, the higher the temperature must be set.
Quality Inspection
Inspect finished products.
XIUnloading and Packaging
Remove workpieces, package them, and proceed to the next processing stage or store as finished goods.
In summary, the above outlines the entire process for painting bag hardware. Though seemingly small and simple, the painting process alone involves extensive expertise and complex techniques. It’s no wonder many manufacturers struggle to produce satisfactory bag hardware components. OYC holds a significant market share in India and has maintained stable, long-term supply. We welcome bulk orders or customized production—OYC possesses extensive experience in both.